Los productos de origen químico, como son por ejemplo los anclajes químicos, las espumas de poliuretano o las siliconas, están sujetos a condicionantes dictados por la temperatura. La variación de temperatura puede modificar el comportamiento de los mismo de muchas maneras. A continuación, se expone una breve explicación para ilustrar las diferencias entre los diferentes tipos de temperatura:
- Temperatura de almacenamiento: es la temperatura a la que se debe almacenar y mantener el producto para garantizar una vez puesto en servicio el cumplimiento de las prestaciones declaradas en la documentación técnica del fabricante.
El no cumplimiento de esta condición además puede reducir la vida útil del producto al imposibilitar la extracción de su envase, ya sea un cartucho o un envase metálico.
En este último caso además puede, si se mantiene a elevadas temperaturas por un periodo prolongado de tiempo, incluso ocasionar la explosión del envase al tratarse de envases con gases a compresión.
Esta temperatura habitualmente se encuentra entre los +5°C o +10°C y los 25°C.

- Temperatura de instalación: es la temperatura mínima del material base a la que se puede instalar un anclaje; esta información viene en la documentación técnica del producto. Para condiciones de bajas temperaturas se recomiendan las versiones “winter” (invierno). En cualquier caso, el cartucho químico debe encontrarse a una temperatura superior a los 5ºC para facilitar su aplicabilidad.
- Tiempo de manipulado y temperatura de aplicación: para algunos productos con el origen mencionado, como son los anclajes químicos, hay que tener en cuenta la temperatura ya que condiciona los tiempos de manipulado y de curado. Otros como las siliconas cuentan con un rango de temperatura al que deben ser aplicados para garantizar una correcta curación.
Primeramente, en el caso de los anclajes químicos, hay que entender que se trata de productos bi-componente, es decir, que dentro del cartucho podemos encontrar dos productos distintos (por ejemplo: polyester y catalizador). Cuando ambos entran en contacto entre sí en la cánula mezcladora, comienza una reacción química que da inicio al tiempo de manipulación.
El tiempo de manipulación es el tiempo que tenemos desde la aplicación del producto, en este caso el llenado del agujero o taladro, hasta la introducción del elemento metálico ya sea una varilla roscada o una barra corrugada. Durante el tiempo de manipulación el producto será maleable y podremos aplicarlo sin dificultad; una vez transcurrido el tiempo de manipulación la reacción química se habrá iniciado y no se asegurará una correcta adherencia entre el espárrago / barra corrugada y el mortero.
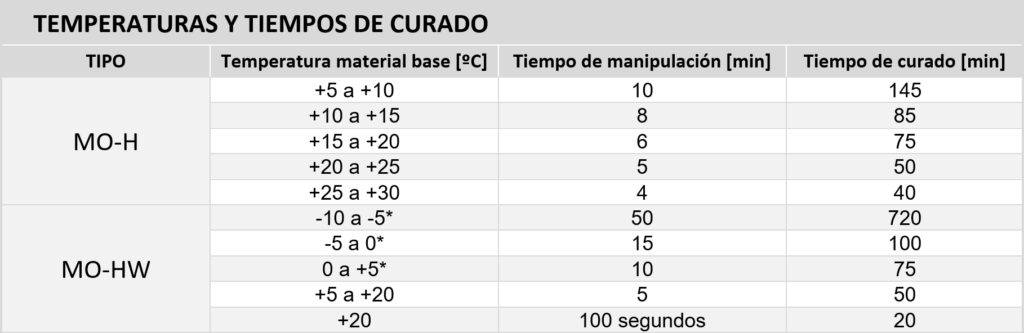
La duración de este tiempo dependerá directamente de la temperatura del material base. Como ejemplo ver la tabla de los productos MO-H y MO-HW en la tabla. - Tiempo de curado: es el tiempo necesario para que se complete la reacción química y se alcance la resistencia nominal de la fijación. Como todas las reacciones químicas, la velocidad de reacción depende de la temperatura: mayores tiempos de curado a bajas temperaturas y menores tiempos a altas temperaturas.
Una vez transcurrido este tiempo, el producto habrá alcanzado su resistencia máxima, haciendo ahora posible la instalación y fijación de la placa de anclaje. Como ejemplo ver la tabla de los productos MO-H y MO-HW.
- Temperatura de servicio: la temperatura servicio es el rango de temperatura en el cual, una vez el producto haya curado, se garantizan las prestaciones declaradas por el fabricante en su documentación técnica. En algunos productos la temperatura de servicio a corto plazo (variaciones cortas a lo largo del día) o a largo plazo (valores medios a lo largo de varios días) pueden afectar a las prestaciones del producto instalado; este efecto viene reflejado en la documentación aplicable. El rango habitual para los anclajes químicos va desde los -40°C hasta los +50°C a largo plazo. Para el resto de productos consultar la ficha técnica correspondiente.
Última revisión: FAQ17 rev0